
Twitterで教えていただいたのですが、1ノズルの3Dプリンタで出力中に一時停止して、途中でフィラメントを交換することで多色出力(ただし層単位)が可能であることを教えていただきました。
早速試してみました。出力するのは4月1日に菅官房長官が持っていたアレです。
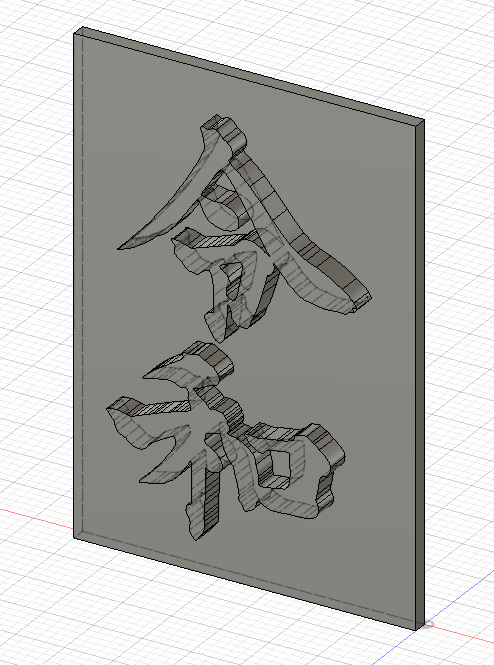
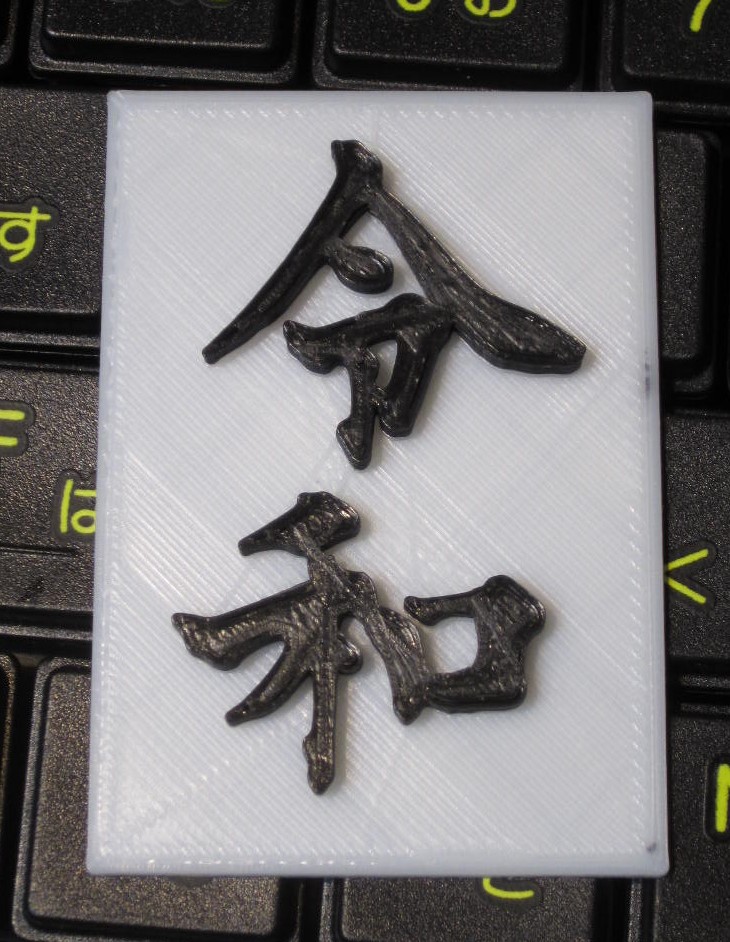
これを途中でフィラメントを変更して出力しました。

バッチリ!!(出力終了後のひげがちょっと残っていますが・・・)
方法は普通に生成したGcodeファイルをテキストエディタで開いて、
G0 X107.275 Y108.257 G0 X107.548 Y106.986 G0 X106.458 Y106.458 ;TIME_ELAPSED:1418.568451 ;LAYER:11 ;MESH:reiwa.stl G0 X106.458 Y106.458 Z1.85 ;TYPE:FILL G1 F2400 E976.10839
というようなレイヤーの境目にある ;LAYER:xx というコメントを探します。
その直後に、以下のコードを挿入します。このコードは教えていただいたこちらのページのコメント欄にあるものです。
; begin layer pause code G91 ; Put in relative mode G1 Z10 ; Lower bed by 10mm G90 ; Put back in absolute mode G1 X0 Y0 ; Zero (home) the X & Y M84 S0 ; Disable the stepper motor timeout M0 Click To Restart ; Pause and wait for the user M84 S60 ; Reenable the default timeout G91 ; Put in relative mode G1 Z-10 ; Raise the bed back up 10mm G90 ; Put back in absolute mode ; end layer pause code
そして普通に出力すると、挿入したコードのところでベッドが10mm下がり、XY方向は原点に戻って、ユーザーの入力待ちになります。この時に、フィラメントを交換して、ノズルの先がきれいになるように注意しながら、コントローラのノブをクリックして再開させるだけです。
初めましてこんにちは。このプレート自体は画像を取り込んで作成したのですか?
はい、もう随分前なので記憶が定かではないですが、写真から該当部分の2値BMPかなにかを作成して、それをFusion360で読ませたんだと思います。