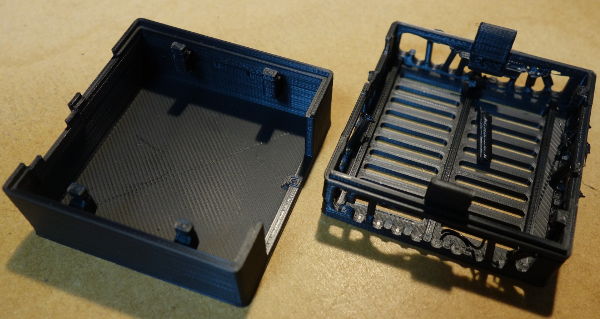
前回もう少しのところまで来て、修正したものを夜間に出力していたのですが、やはりPRILINEの黒のPLAだとダメダメでした。試しに同じデータでPRILINEのグレーのPLAで出力してみたところ・・・・
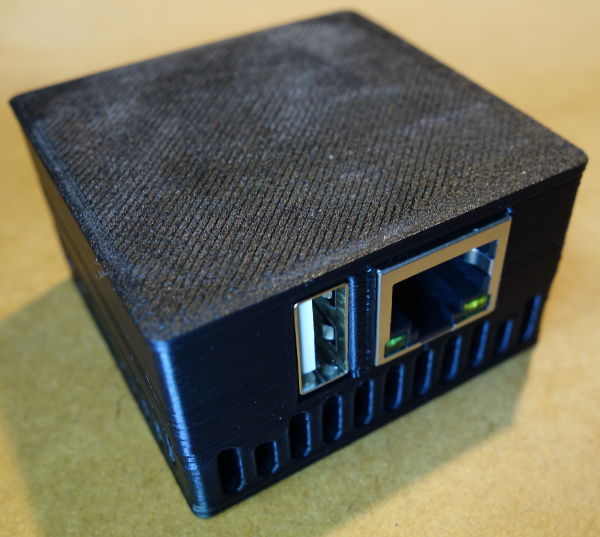
 という感じでほぼ完璧に出力できました。やはり3Dプリンタのフィラメントは同じベンダーの同じブランドでも色によってかなり特性が違うようです。
という感じでほぼ完璧に出力できました。やはり3Dプリンタのフィラメントは同じベンダーの同じブランドでも色によってかなり特性が違うようです。

趣味の電子工作などの記録。時にLinuxへ行ったり、ガジェットに浮気したりするので、なかなかまとまらない。
前回もう少しのところまで来て、修正したものを夜間に出力していたのですが、やはりPRILINEの黒のPLAだとダメダメでした。試しに同じデータでPRILINEのグレーのPLAで出力してみたところ・・・・
という感じでほぼ完璧に出力できました。やはり3Dプリンタのフィラメントは同じベンダーの同じブランドでも色によってかなり特性が違うようです。
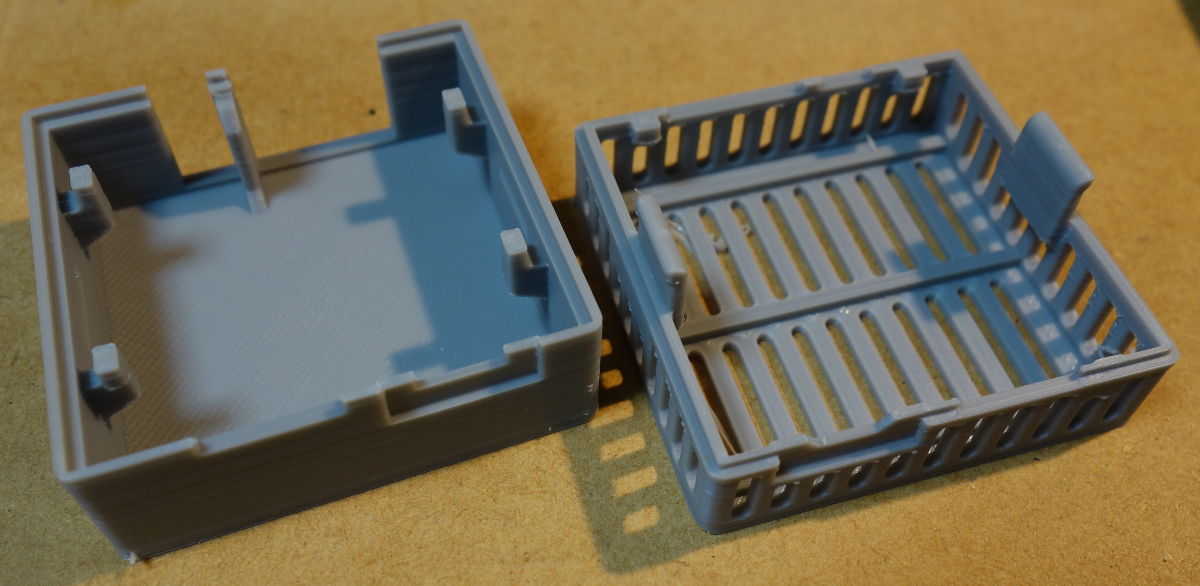
引き続きNanoPi NEO用ケースの続きです。
昨日のデータを0.1mmピッチで夜間に出力してみると・・・・
という衝撃的な結果になっていました。やはり、PRILINEの黒のPLAフィラメントは脆いようで、造形中にあちこち折れてしまったようです。で、放熱用のスリットの部分の柱などを太くして再度出力していたのですが・・・・
・・・・よく見ると、フィラメントが送られていない時があります。さらによく観察すると、フィラメントを巻いてあるスプールの回転がかなり渋いのと、フィラメント自体の表面に光沢があって滑りやすいようです。そのため、フィラメントが送られておらず、結果として樹脂の供給不良で層間で割れやすく(脆く)なっているのかもしれません。
スプールをよく見ると、成形品質が今ひとつのような感じで、ヒケによる歪みがあります。そのため、Ender 3のような簡易なスプールのホルダーではスプールの回転の抵抗になっているように思えます。とりあえず、スプールのホルダーを移設して様子を見ながら出力しました。
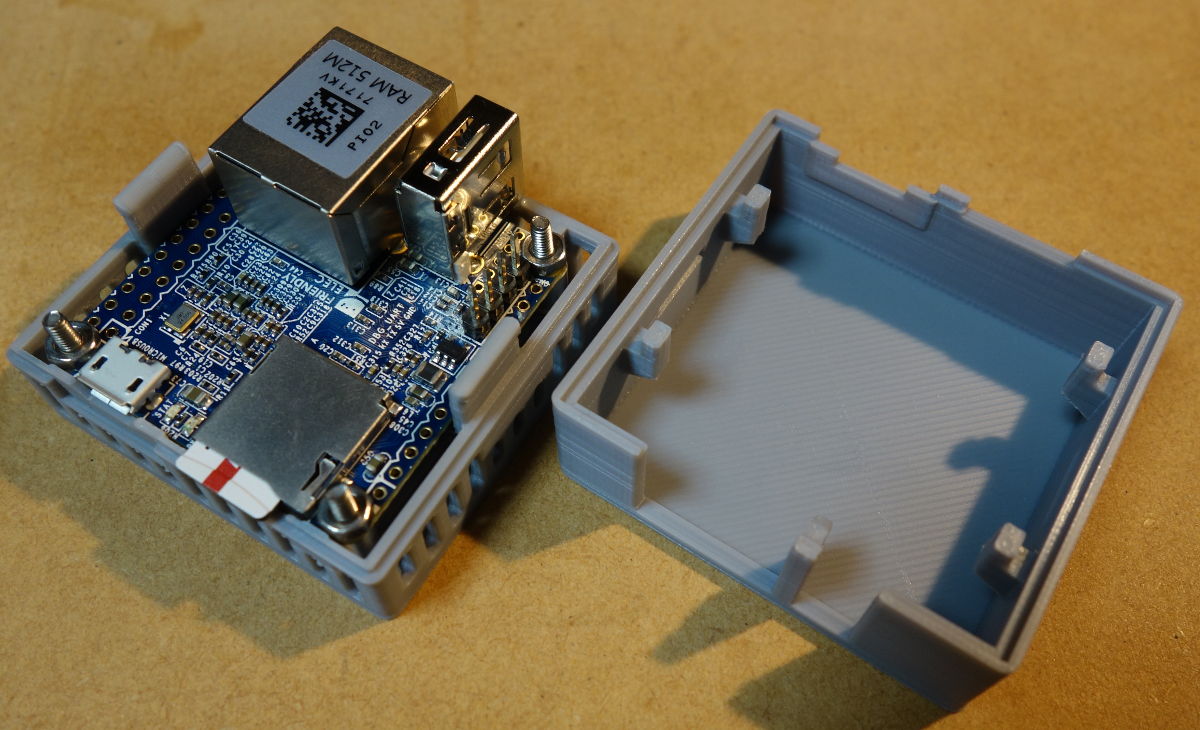
で、今度は修正したものを0.2mmで出力してみましたが、


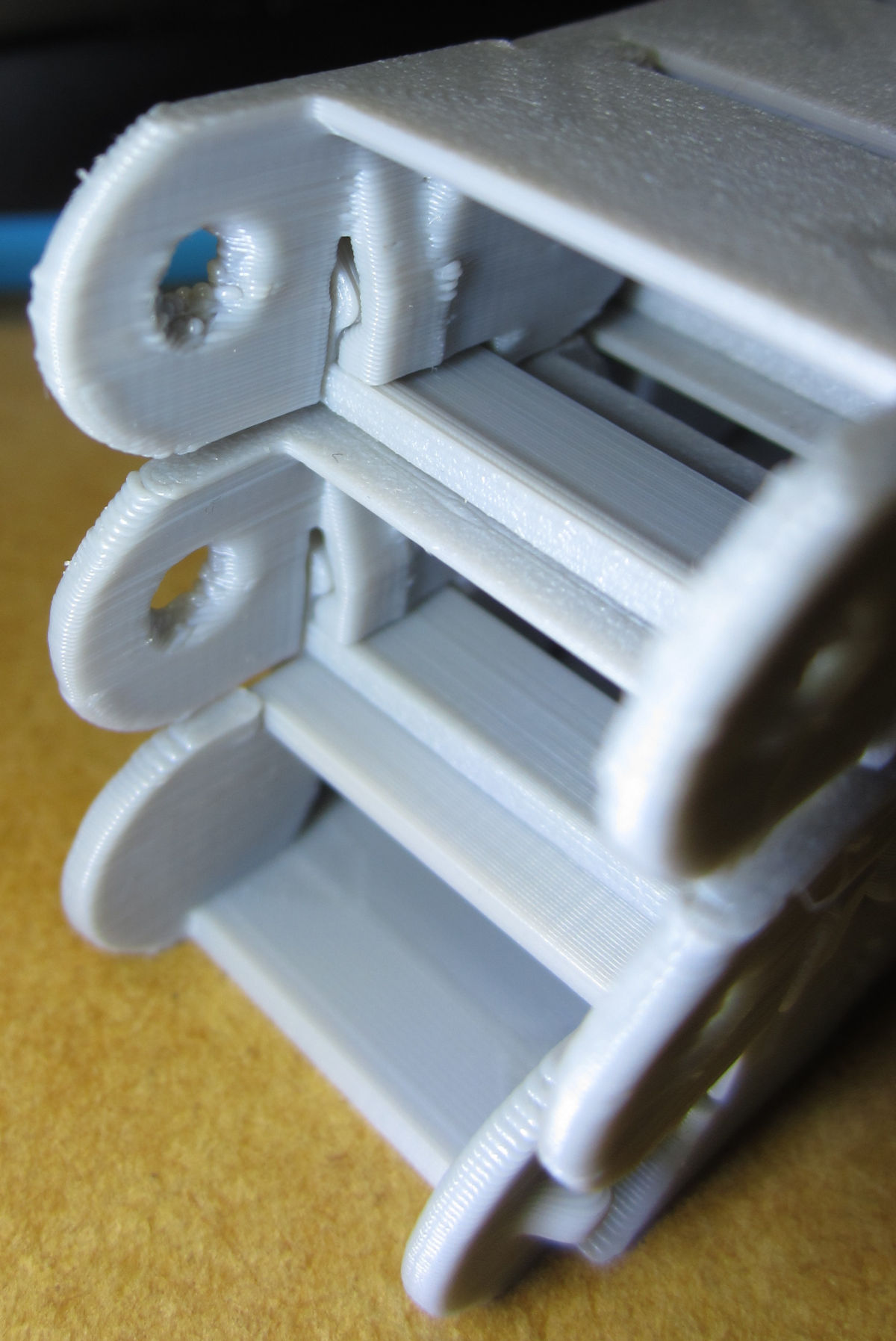
というような感じでした。だいぶいい感じにはなってきたのですが、LANとUSBの間の柱が太ってしまって、かなりきついことになってしまい、無理に挿入するとまたスナップフィットが写真の通り、折れてしまいました。
再度修正して、以下のようにして改めて0.1mmピッチで夜間に出力してみます。
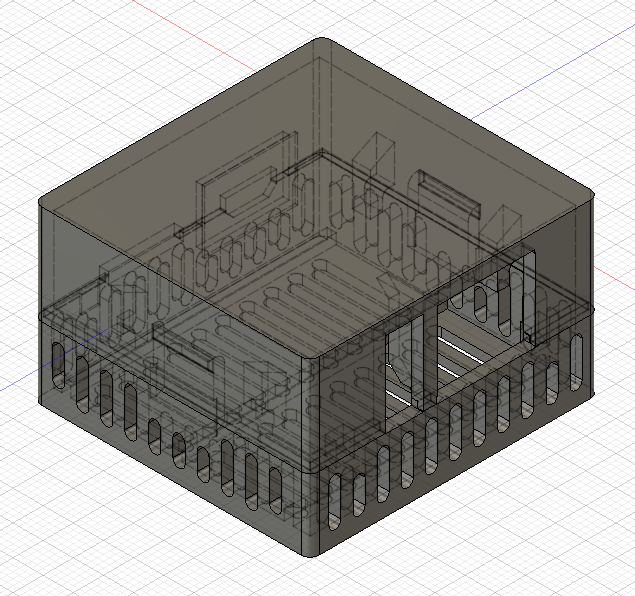
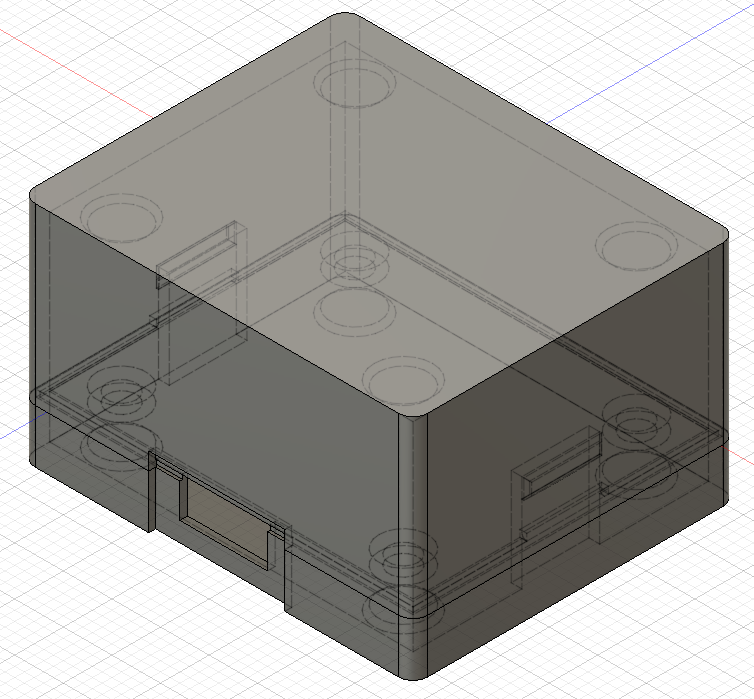
手元に使っていないNanoPi NEO(NEO2ではない)があるのですが、これにあわせたケースを設計してみました。(NanoPi NEO2用のケースのデータはThingiverseにあるんですが、NEO用のケースのデータってみつからないんですよね・・・)
前回、秋月電子のドップラーセンサー用ケースを設計した際には、基板図面だけ見て何もないところからFusion360で設計しましたが、今回はGrabCADにあったNanoPi NEO自体のIGS形式のデータをFusion360に取り込んで、これに合わせて設計してみました。
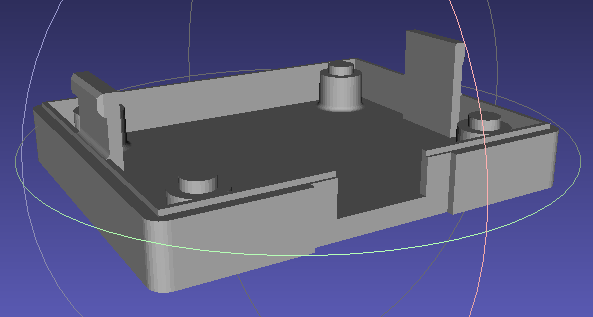
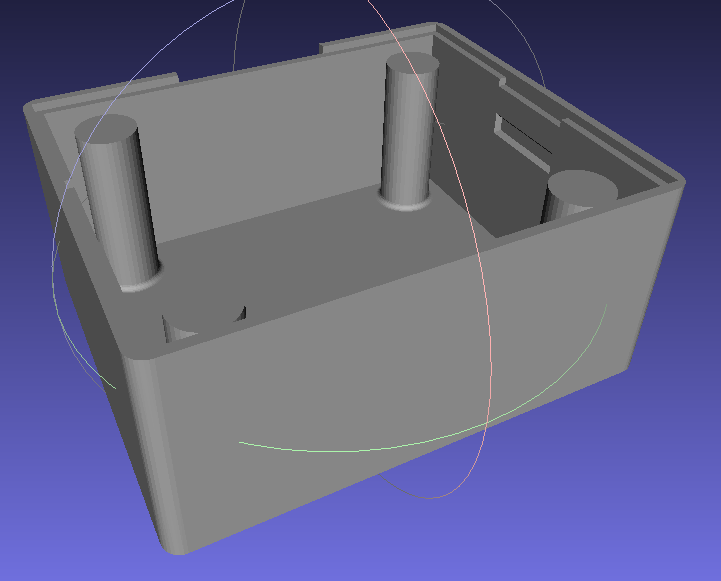
で、設計したのがこちらです。
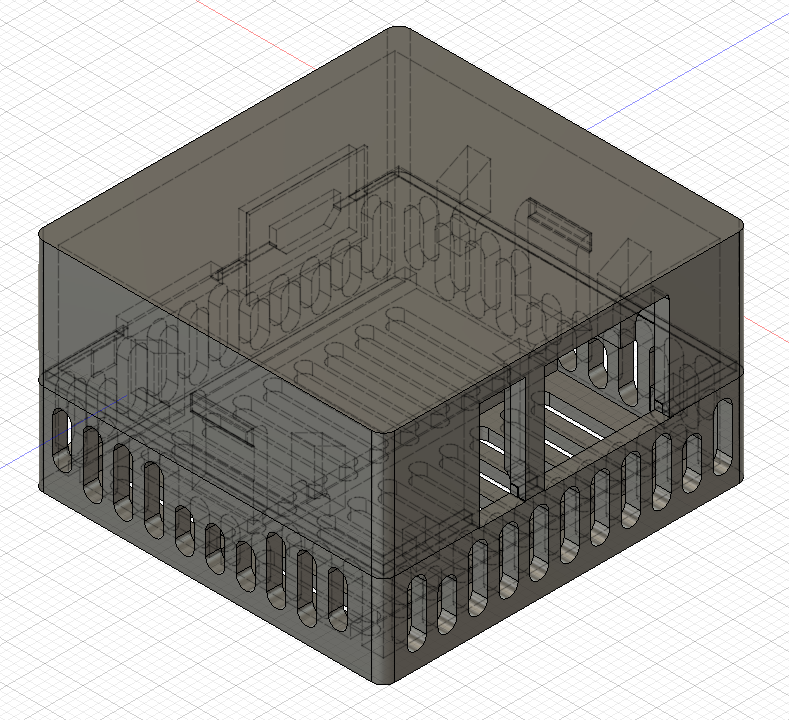
NanoPi NEO2用のケースとかだと、ネジで締結するのが一般的ですが、今回もスナップフィットでいけないか狙ってみています。1回目に出力した際には、積層ピッチが0.2mmで荒かったからか、何箇所か折れてしまいました。
上記のデータは折れてしまったところ、実物と寸法がずれているところなどを修正した2回目出力中のものです。今回は積層ピッチ0.1mmにしたので、出力に4時間半もかかってしまいます。
余談ですが、今回は新たに入手したPRILINE製の黒のPLAで出力してみています。Ender 3を買ったときに一緒に買ったサインスマートブランドの黒のPLAフィラメント(3,500円位ですが、本体とセットだと半額になった)と比べると価格が半分くらいの1,800円位です。まず、サインスマートブランドの黒のPLAフィラメントと比べると、やはり多少扱いにくい感じがします。0.2mmピッチで出力したときの強度が弱いことと、細部の造形が何故かイマイチ(パラメータ詰めればいいのかもですが)なところはありますが、普段使いには十分かなと言う気がします。(普段使いだけに0.2mmに難があるのがつらいですが)
難点はプラットフォームシートにガッツリとついてしまって剥がすのが大変なことです。このくらいガッツリついてしまうのであれば、耐熱ガラスにして何も付けなくても定着するのかもしれません。
あと、PRILINEのグレーとの比較ですが、自分はグレーの方が扱いやすいと感じました。上記のケースもグレーだったら問題なく0.2mmピッチで出力されるのではないかと思っています。
3Dプリンタでボルトとナットを作ってみました。
データはFusion360だとネジを作る機能があるので、あっさりできてしまいます。サイズはM10で作っています。
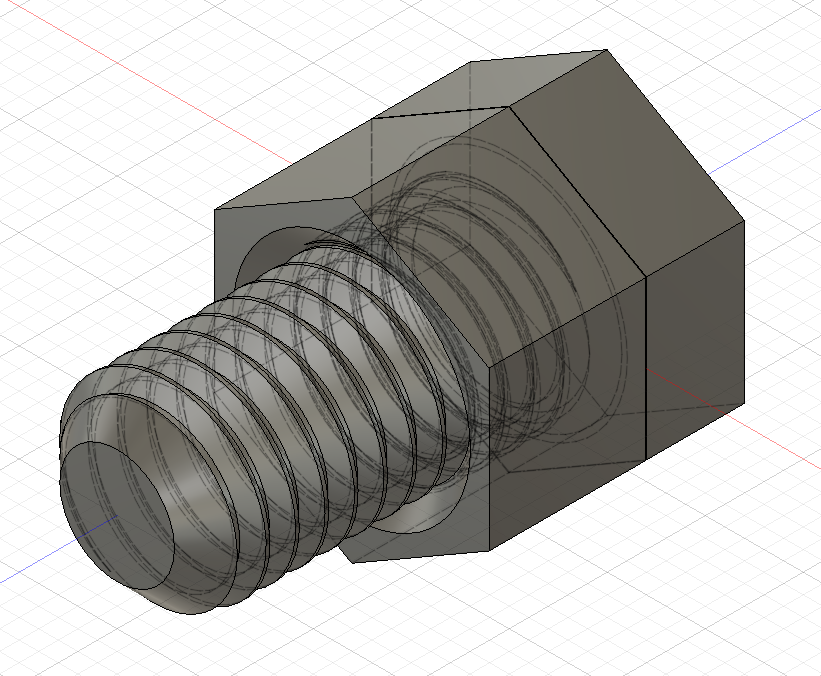

クリアランスも勝手に取ってくれるようで、特に何も調整せずとも、M10くらいだと上の画面キャプチャくらいの感じになりました。計測してみると半径方向で0.4mmくらいのクリアランスになっています。
4つずつ並べて出力してみました。材料はPLAで、積層ピッチは0.1mm、infillは20%です。
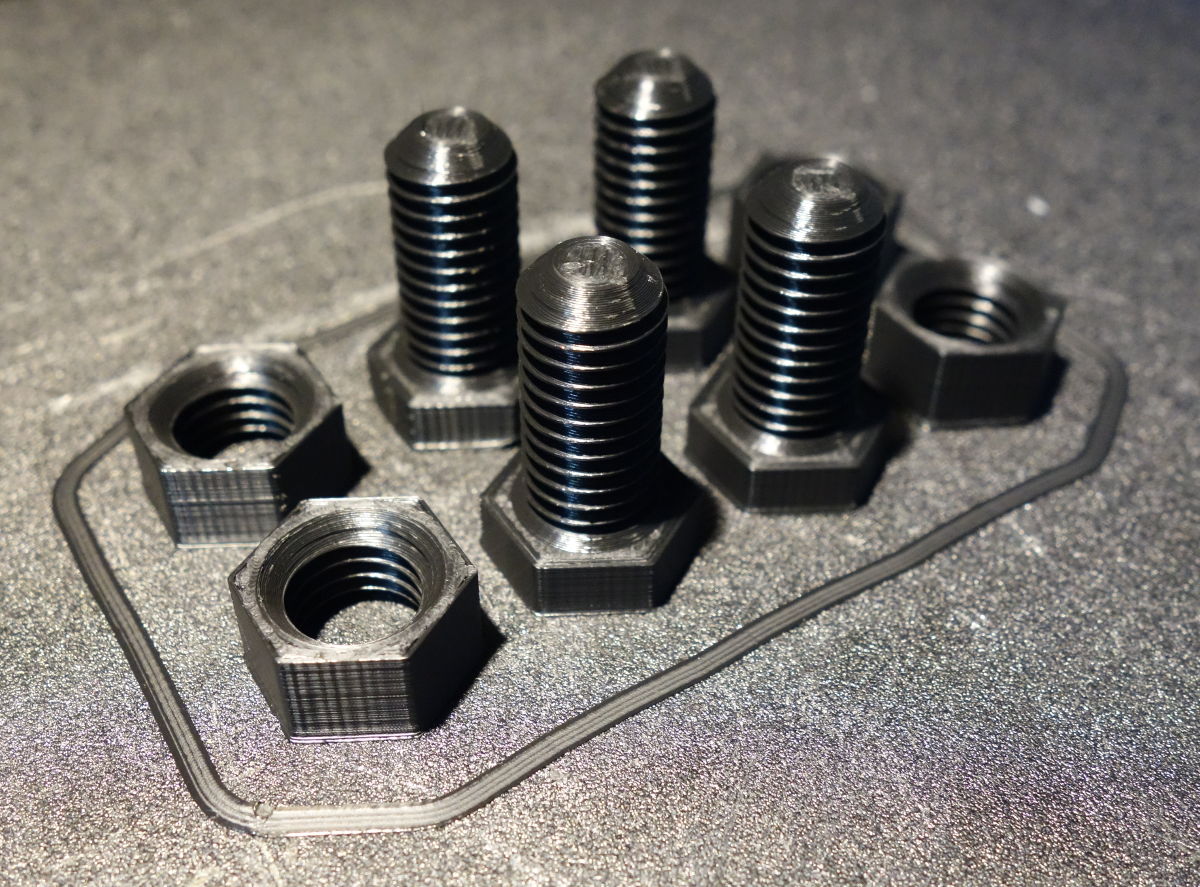

実際に組み合わせてみると、 驚くほどスムーズに入っていきます。普通のネジと変わらない感触です。ただ、材質がプラスチックな上に、infillが20%なので中空なこともあって、異常に軽いのが不思議な感覚です。
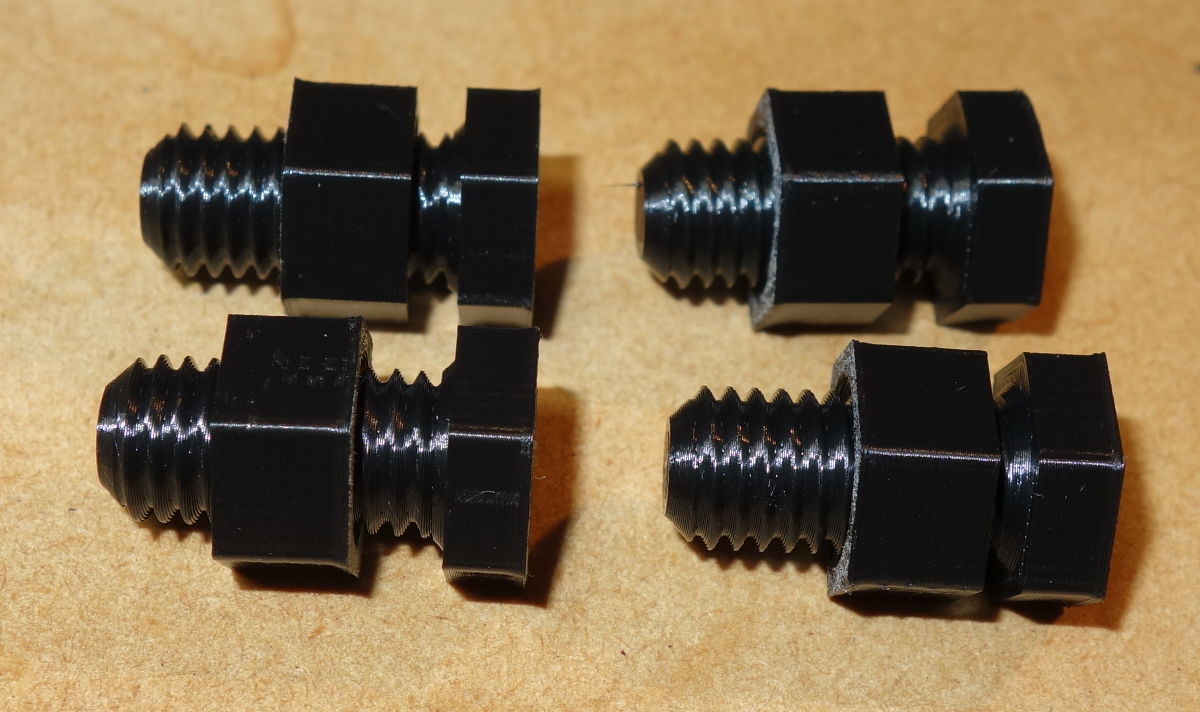
M10くらいだと強度はともかくとしても、第一印象としては十分なボルトとナットが作れるようです。
ただ、この後、積層ピッチ0.2mmで出力してみましたが、0.2mmだとさすがに荒いのか、すんなりとは締結できず、また強度的にもちょっと引っ張ると折れてしまいました。
1年位前に買ったROCK64 4GBにArmbian Ubuntu18.04を入れてみました。別の端末からリモートデスクトップで接続できる環境が容易に構築できました。RAMが4GBあるので、目的によっては非常に便利に使えそうです。
Armbianからダウンロードします。MicroSDへの書き込みはいつものようにディスクイメージライタで行いました。
MicroSDを取り付け、LANに接続します。
接続先のIPアドレス確認のため電源投入の前に、fping でセグメント内で現在使われているIPアドレスを確認します。
$ fping -g 192.168.1.0/24
ROCK64の電源を投入し、しばらく待って、再度fpingコマンドを実行、差分のところがROCK64のIPアドレスなので、そのアドレスに対して
$ ssh root@192.168.1.x
としてログインします。初期パスワードは 1234 です。
※どうも、avahi-daemonが初めから動いているっぽいので、
$ ssh root@rock64.local
で行けそうな気がします。
ログインに成功すると、現在のパスワード、新しいパスワードを確認してくるので入力します。
さらに、通常ユーザーの作成に移るので、適当に通常ユーザーを作成します。
一旦ログアウトして、再度作成したユーザーでログインし直します。
$ sudo armbian-config
で適当に初期設定を行います。
Systemの項目から以下のソフトウェアをインストールします。
引き続きPersonalの項目から以下の項目を設定します。
さらに、Softwareの項目からRDPを設定します。
設定が終わると、別のマシンから Remmina(RDPクライアント)で接続するとリモートアクセスが可能となっています。すでに部分的ですが日本語化もされています。
「アプリケーション」⇒「Settings」⇒「言語サポート」で言語の設定を行いますが、この状態では英語のみインストールされていますので、「言語のインストールと削除」から日本語にチェックを入れて適用、キーボード入力に使うIMシステムにfcitxを選択します。その後、メニューとウインドウの言語で日本語を一番上に持ってきてから、「システム全体に適用」をクリックします。
地域フォーマットも同様に日本語を選択し、システム全体に適用します。
一旦ログアウトして、再度ログインして概ね完了です。
初めから Chromium ブラウザも入っているので、
USBメモリを挿入した状態でarmbian-configを起動して、System settings で Install(Install on SATA, eMMC, NAND or USB)を選択、Boot from SDを実行すると、USBメモリにルートファイルシステムを移動してくれます。(実行する際にUSBメモリのパーティションを削除しておくと、自動でパーティション作成ツールが起動します)
USBメモリはこの記事で使ったSandisk UltraFit 3.1を使いましたが、システム移動後に
$ dd if=/dev/zero of=aaa.tmp bs=1M count=1024
として1GBのファイルを作成してみたところ、所要時間は約10秒、107MB/sの速度が出ました。
まだ挙動がよくわからないところもありますが、速度面でも優位なのではないかと思います。
※Boot from SPIを実行するとSPIフラッシュにブートローダを書き込んで、SDカード無しで起動できるようになるのだと思いますが、戻し方を確認していないのでとりあえずbootはSDカードのままとしました。また、この作業は今回は最後にやりましたが、本来は最初にやっておいたほうがトータルの構築時間は短くて済むような気がします。
いろいろ試した結果、PLAフィラメントも製品はもちろん色によっても癖がかなりあることがわかってきました。で、PLAフィラメントだけでは面白くないので、TPUフィラメントも買ってみたのですが、これがなかなかうまく行きません。
今後の利用のためにメモを残しておくことにします。(今後、条件を詰めていくと修正する場合があります)
LinuxMintにつないで(たぶんFT234Xのせいで)うまくいかなかった秋月のドップラーセンサーキット。こんどはRaspberry Piにつないでテストしてみました。
Raspberry Piにつないで電源投入後、SSHで接続。dialoutグループにユーザー pi がいるのを確認して、screenをインストール。おもむろに、
$ screen /dev/ttyUSB0 9600,cs8,parenb,parodd,-cstob,-crtscts
としてみた。
センサーに手を近づけると反応するので、何か送ってきているのだけど、附属のマニュアルとは異なり、文字化けしているように見える。うーむ。
・・・・まじめにシリアルの波形見るか・・・。
3Dプリンタでケースを作った秋月ドップラーキットですが、テストしてみました。
環境はLinuxMint19です。
で、「接続」を押して接続・・・・すると、そこは USB-UARTチップがFT234Xなので、見事にデスクトップがハングアップしました。正確には、moserialは動いていて、@ERと@EOが繰り返し送られてきて表示されるのですが、何も操作できません。で、一旦、USBケーブルを抜いて、再度刺したらデスクトップが復活しました。
うーむ、相変わらずですね、FT234X。どうにかならないんですかねー??
でも、ぐぐっても、FT234XとLinuxの組み合わせでダメという情報は少ない。うまくいったという情報も少ないのだけど。(もっと正確に書くと、うまくいったという情報はポツポツあるのだけど、本当にFT234Xのままでうまく行っているのか、他のFT232R系のものに変えてうまく行っているのか曖昧なものが多いような気がする)
うまく行かないのは自分だけなんだろうか??
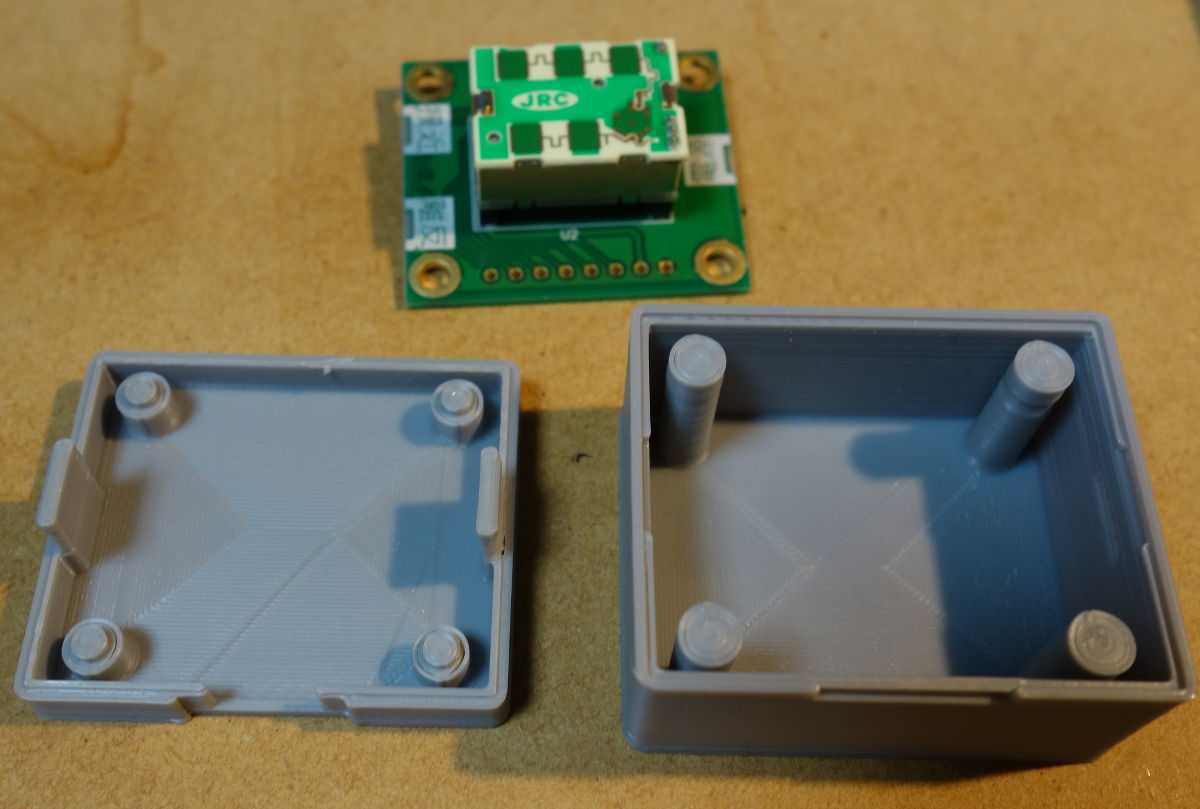
ずっと前に秋月で購入したNJR4265J1を使用したドップラーセンサキットがあったのですが、基板を裸で動かすのもイマイチかと思い、放置してありました。
で、部屋を整理していたら出てきたので、Fusion360の練習を兼ねて3Dプリンタでケースを作ってみました。
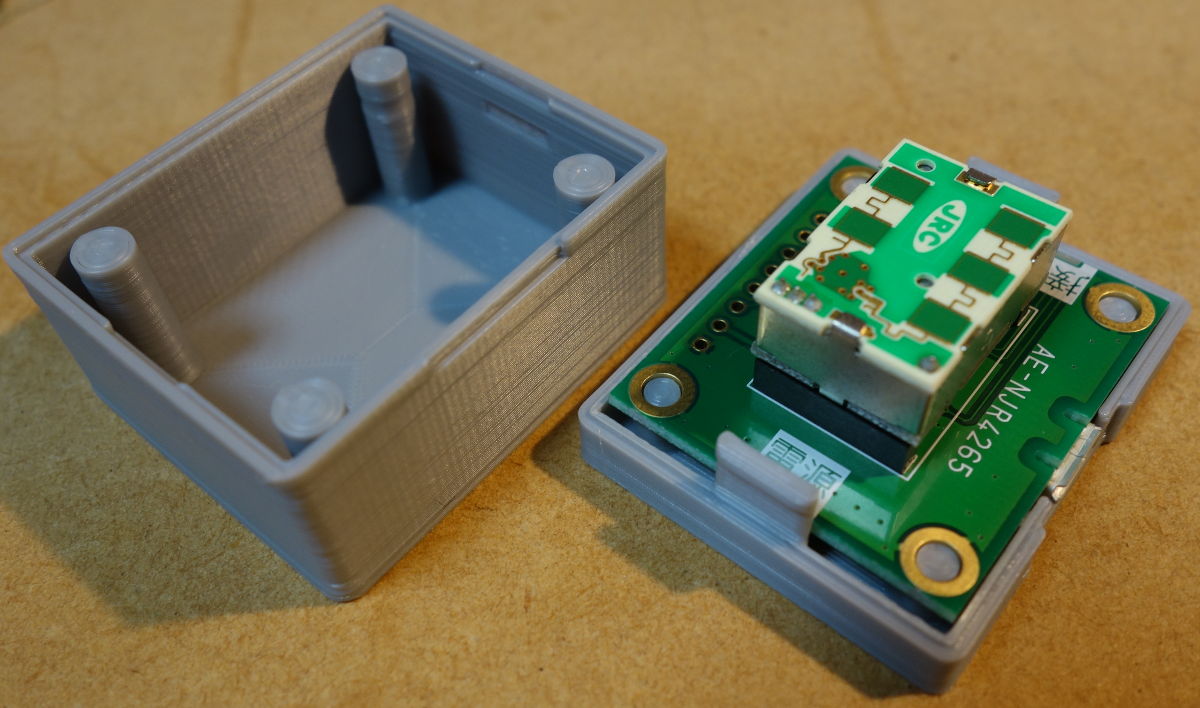
できるだけネジなどを使わずに作れないかということで、基板の固定は取り付け穴に嵌まる凸の形状を作り、そこに嵌めた基板を反対側からも棒で抑える形状としました。分割したケース同士はスナップフィットを使って結合することにしました。
出力はPLAを使って、Infillは100%としました。スナップフィットの柱が薄かったせいか、Infill率が低いと柱が折れてしまいます。
 で、最終的な形態がこちら。USB端子しかないのでシンプルです。発熱がよくわかりませんが、とりあえず放熱用の穴は付けていません。(ソフトウェアでの制御はまだしていませんが、熱くなる気配はなさそうなので)
で、最終的な形態がこちら。USB端子しかないのでシンプルです。発熱がよくわかりませんが、とりあえず放熱用の穴は付けていません。(ソフトウェアでの制御はまだしていませんが、熱くなる気配はなさそうなので)
基板上についているLEDがかなり明るく、出力に使用したグレーのPLAだと中のLEDが光っているのが透けて見える状況です。状況によっては黒のPLAで出力し直したいと思いますが、とりあえず思った以上にうまくいきました。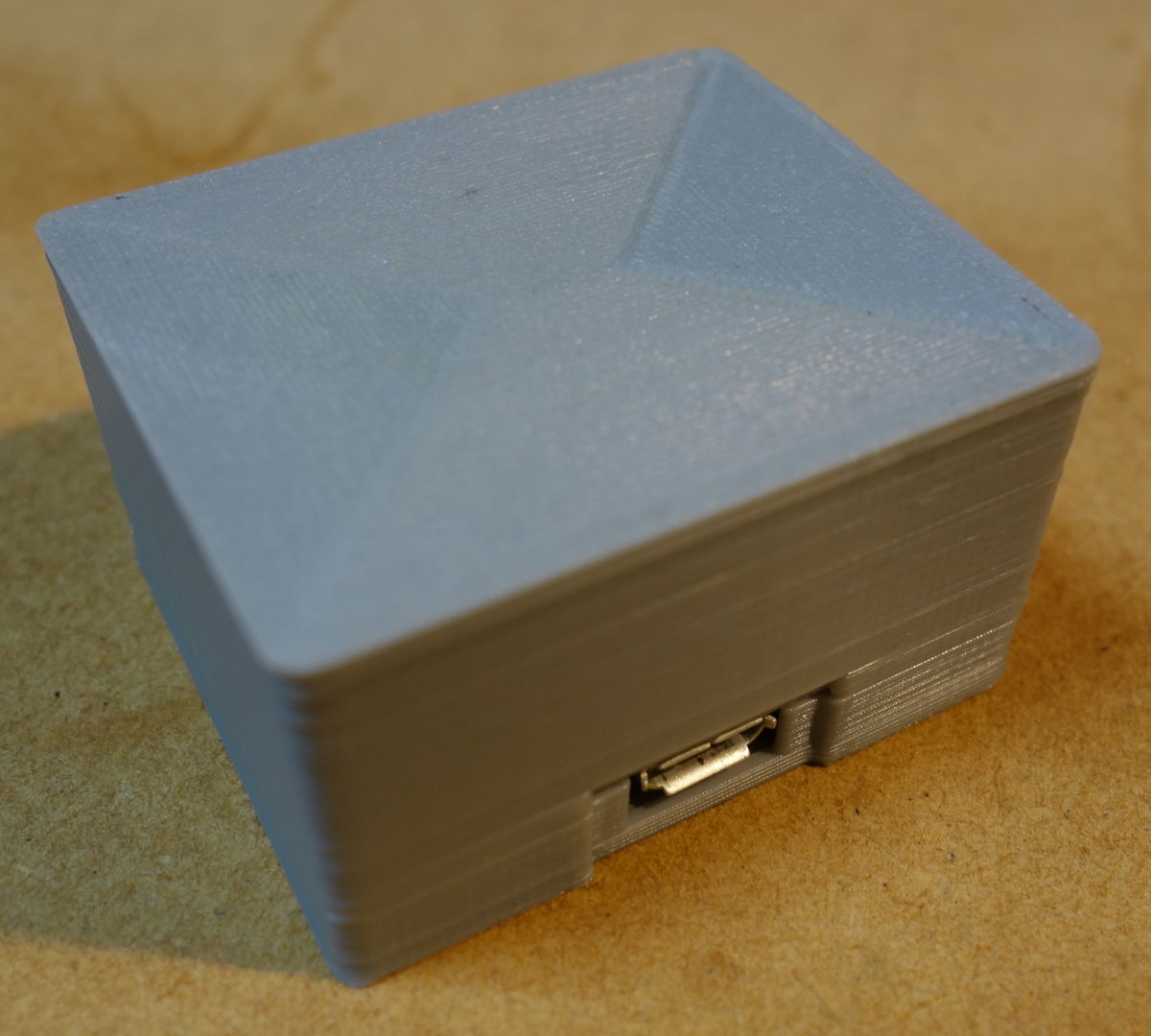
Ender-3改良(?)の施策として、Thingiverseで見つけたケーブルチェーンを付けてみようと思い、OctoPrintからパーツを数個出力してみたのですが、観察していると、造形の細かいところで動作が遅くなっています。結果として、細かい関節部分の造形がイマイチで、その結果、動きもイマイチな感じでした。そこで、部品作成はOctoPrintではなく、MicroSDにGcodeデータをコピーして、スタンドアローンで出力してみました。

上の写真はスタンドアローンで出力中の写真です。こちらの方は関節部分もよりきれいに出力されました。この後、他の部品も出力して無事に組み立てはできて、非常にいい感じです。動作上も問題なさそうなので、余った部品を見比べてみました。
 左の写真は、一番上がOctoPrintで出力したもの。真ん中と下がスタンドアローンで出力したものです。
左の写真は、一番上がOctoPrintで出力したもの。真ん中と下がスタンドアローンで出力したものです。
材料はPLA、積層厚はどちらも0.2mm、Infillは20%(あまり関係ないですが)、ノズル温度200度、ベッド温度60度で、Curaでスライスした際の条件は同じです。(ファイル自体は数個出力か、35個出力かという違いがあります)
真ん中のものが積層割れっぽいのがあるのは置いといて、回転軸となる穴の周囲が違うのがわかりますでしょうか?
右の写真も一番上がOctoPrint、真ん中と下がスタンドアローンで出力したものです。
やはり回転軸となる穴の内側に差がみられます。この部分はOctoPrintでのプリント時にはノズルの移動速度が落ちていて、同じところにノズルが滞留する時間が長くなっています。
そのため、樹脂が余分に出てきてしまっているのか、あるいは、加わる熱量が大きくなって周囲を融かしているのかわかりませんが、影響を与えていそうな感じがします。なにか良い対策があればいいのですが・・。