
Ender-3改良(?)の施策として、Thingiverseで見つけたケーブルチェーンを付けてみようと思い、OctoPrintからパーツを数個出力してみたのですが、観察していると、造形の細かいところで動作が遅くなっています。結果として、細かい関節部分の造形がイマイチで、その結果、動きもイマイチな感じでした。そこで、部品作成はOctoPrintではなく、MicroSDにGcodeデータをコピーして、スタンドアローンで出力してみました。

上の写真はスタンドアローンで出力中の写真です。こちらの方は関節部分もよりきれいに出力されました。この後、他の部品も出力して無事に組み立てはできて、非常にいい感じです。動作上も問題なさそうなので、余った部品を見比べてみました。
 左の写真は、一番上がOctoPrintで出力したもの。真ん中と下がスタンドアローンで出力したものです。
左の写真は、一番上がOctoPrintで出力したもの。真ん中と下がスタンドアローンで出力したものです。
材料はPLA、積層厚はどちらも0.2mm、Infillは20%(あまり関係ないですが)、ノズル温度200度、ベッド温度60度で、Curaでスライスした際の条件は同じです。(ファイル自体は数個出力か、35個出力かという違いがあります)
真ん中のものが積層割れっぽいのがあるのは置いといて、回転軸となる穴の周囲が違うのがわかりますでしょうか?
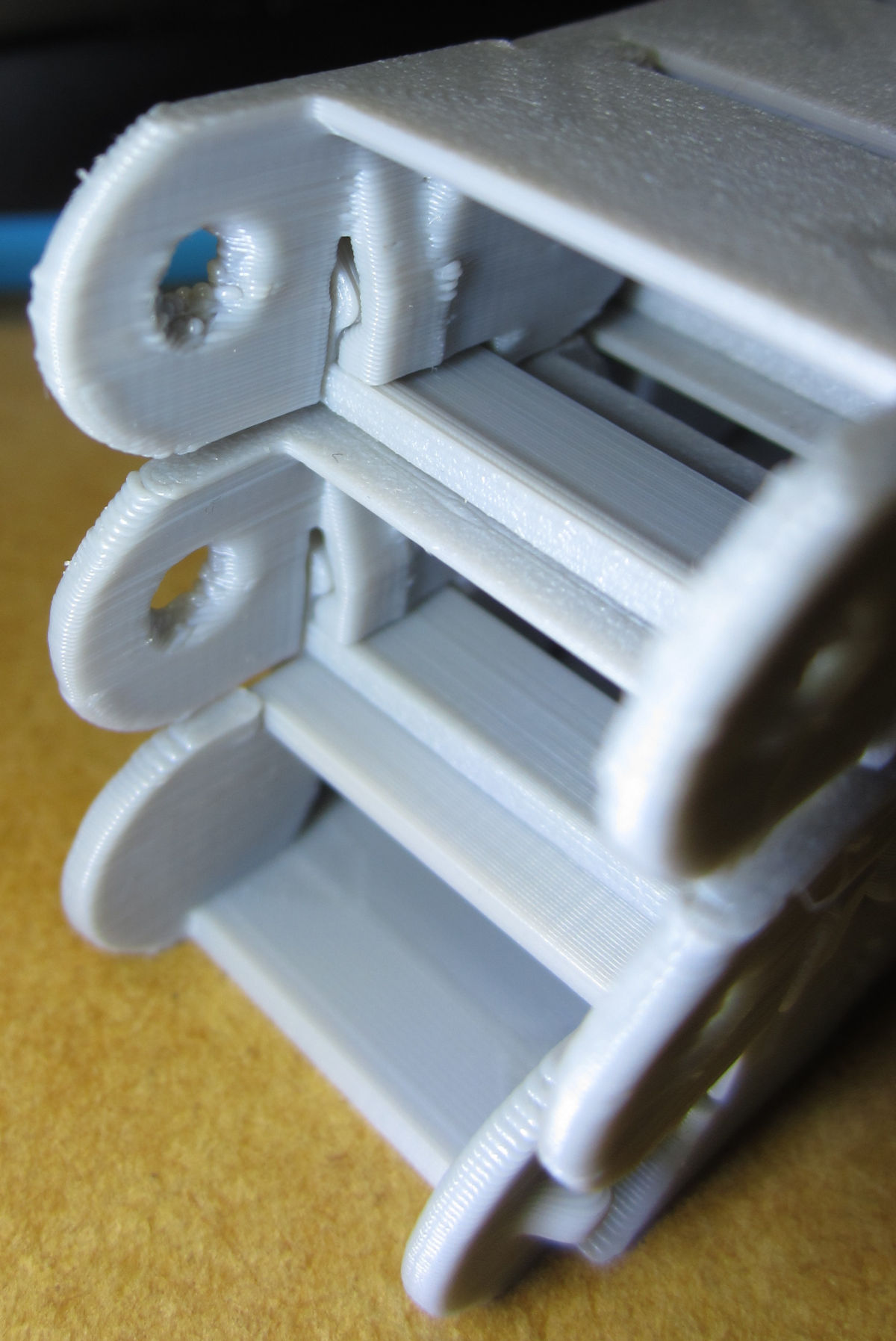
右の写真も一番上がOctoPrint、真ん中と下がスタンドアローンで出力したものです。
やはり回転軸となる穴の内側に差がみられます。この部分はOctoPrintでのプリント時にはノズルの移動速度が落ちていて、同じところにノズルが滞留する時間が長くなっています。
そのため、樹脂が余分に出てきてしまっているのか、あるいは、加わる熱量が大きくなって周囲を融かしているのかわかりませんが、影響を与えていそうな感じがします。なにか良い対策があればいいのですが・・。