
引き続き、条件を変えてベンチマークしてみました。
今度は積層ピッチ0.1mmで出力してみました。他は標準のままです。
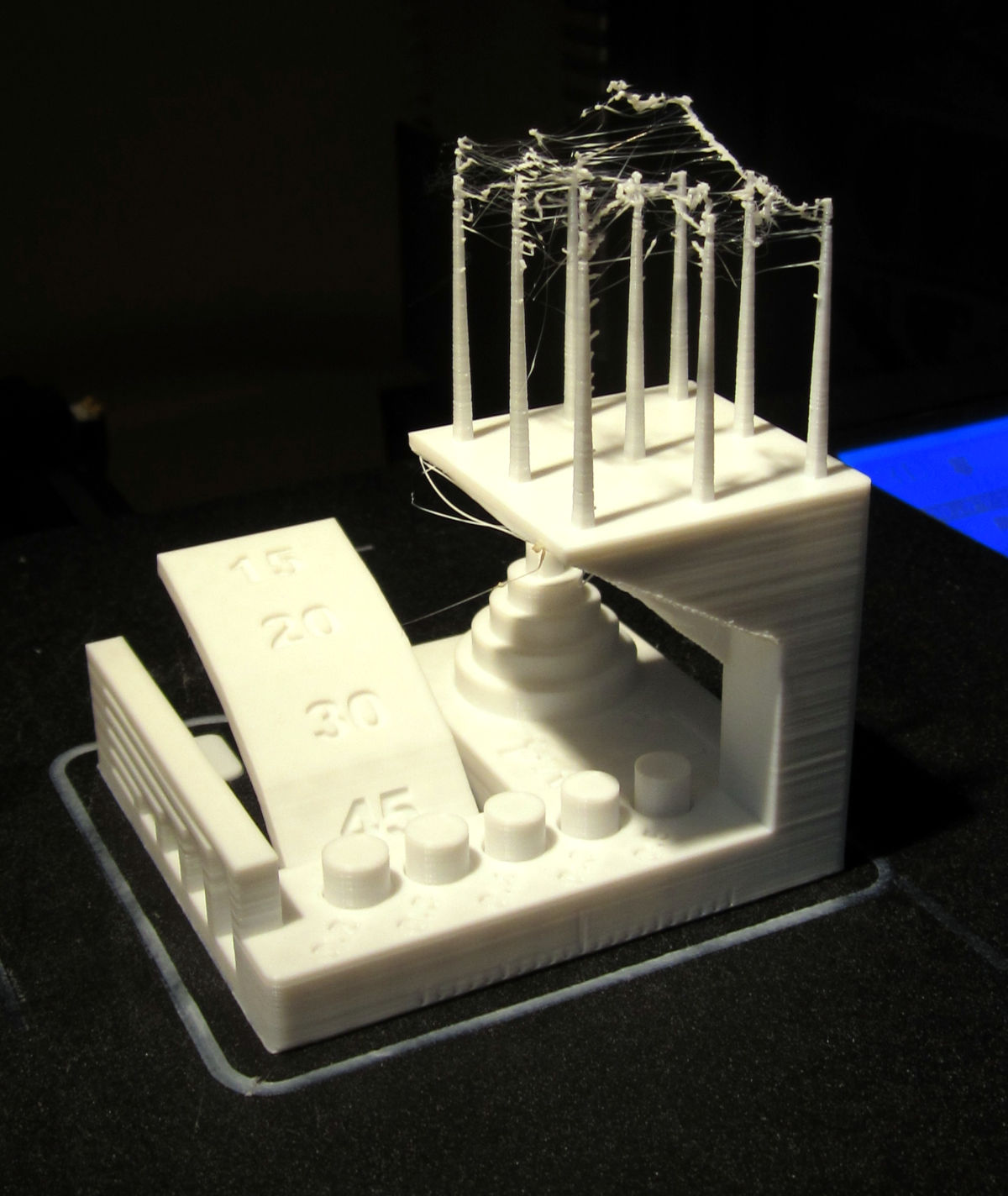
前回同様に出力されたものを手順書に沿って評価してみます。
1.寸法精度
Target X方向寸法 Y方向寸法 X方向誤差 Y方向誤差
-----------------------------------------------------
25 24.98 24.96 0.02 0.04
20 20.03 19.99 0.03 0.01
15 15.00 15.00 0.00 0.00
10 10.06 10.05 0.06 0.05
5 5.03 5.05 0.03 0.05
-----------------------------------------------------
平均誤差 0.028 0.03
XとYの誤差の平均 0.029
XとYの誤差のずれ 0.002
XとYの誤差の平均が0.1以下になっていることから、この項目のスコアは5となりました。
2.正確なフローコントロール
針状の部分で評価します。
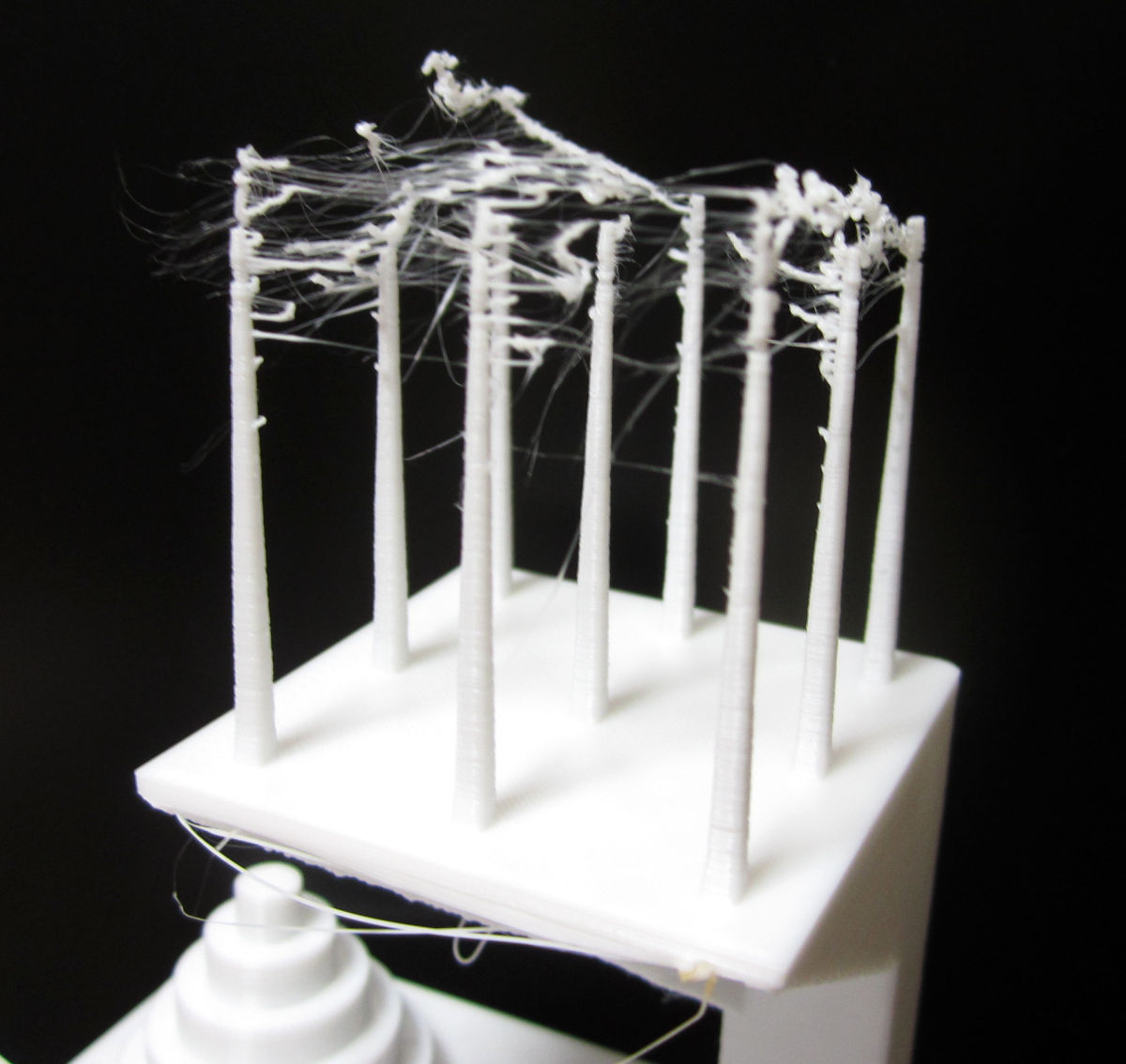
この項目では針の部分の長さが30mm以上あれば2.5、糸引きがなければさらに2.5ということなので、上記のように糸引きしているので本項目のスコアは2.5ということになります。
3.正確な抜け特性
今回は4本抜けましたので本項目のスコアは4ということになります。
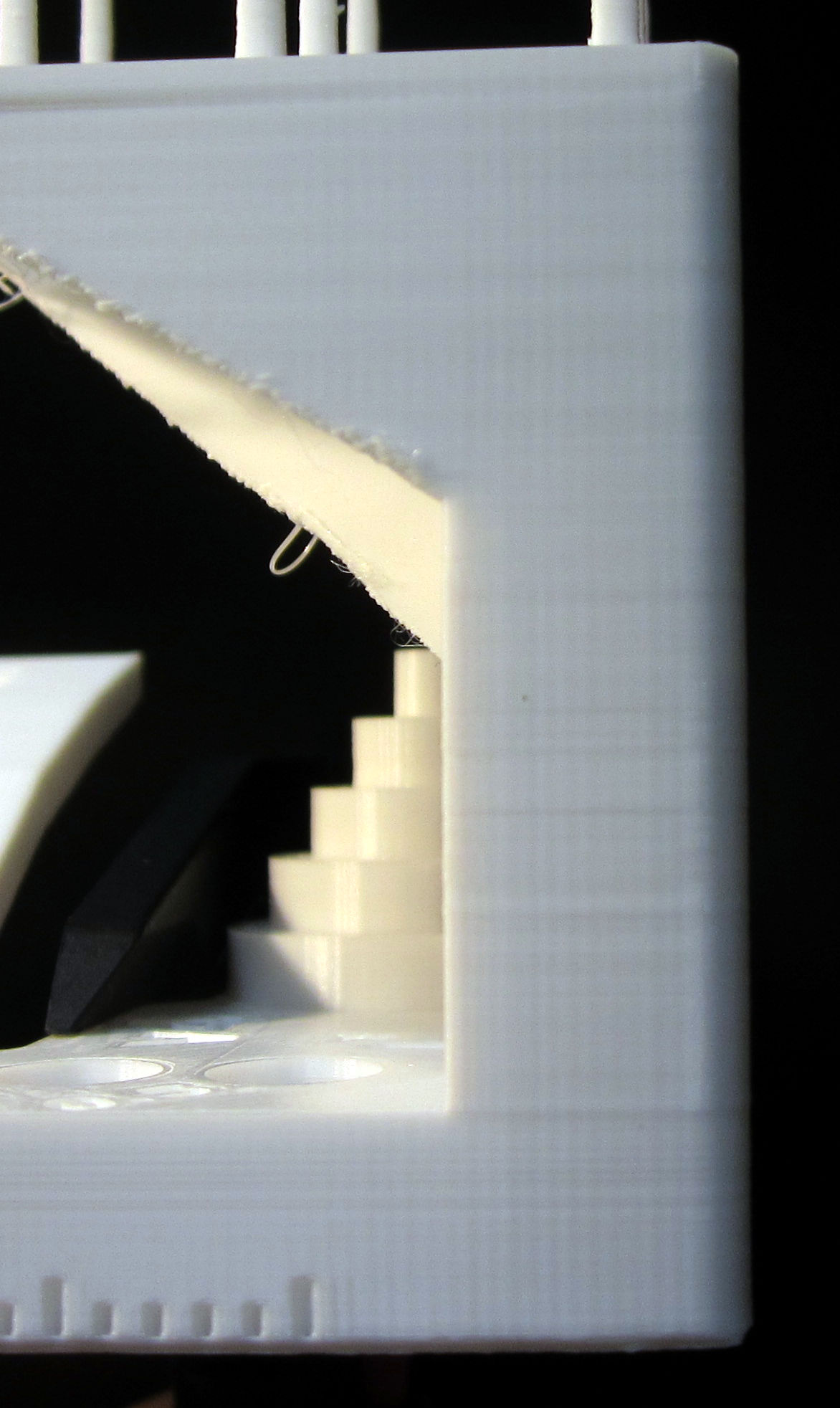
4.オーバーハング
オーバーハング部分の出来具合を見ます。
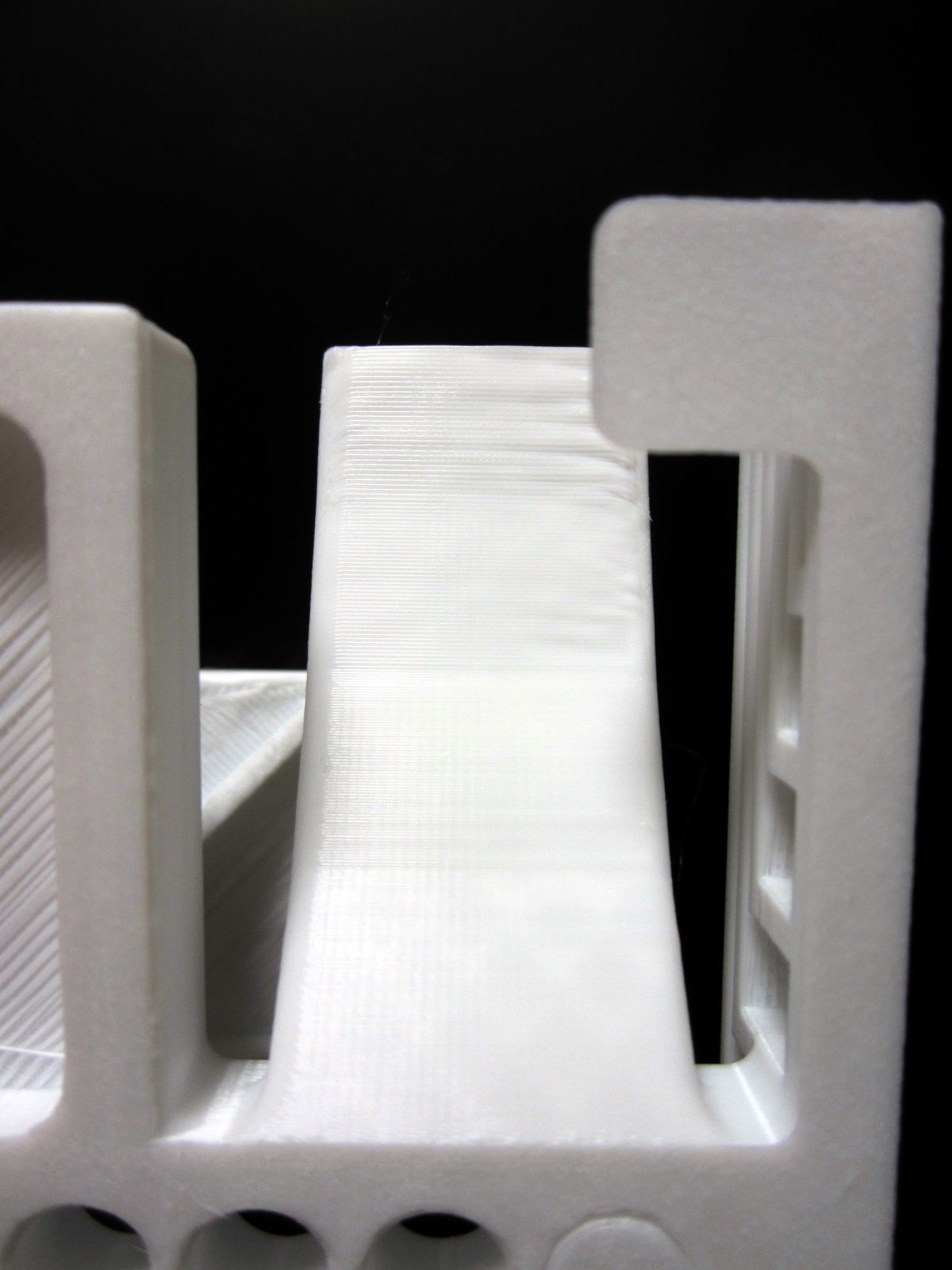
上の方になるほどオーバーハングがきつくなっています。写真では一番上の15度の部分は荒れています。20度の部分はギリギリOKでしょうか。本項目のスコアは4ということになります。
5.ブリッジ
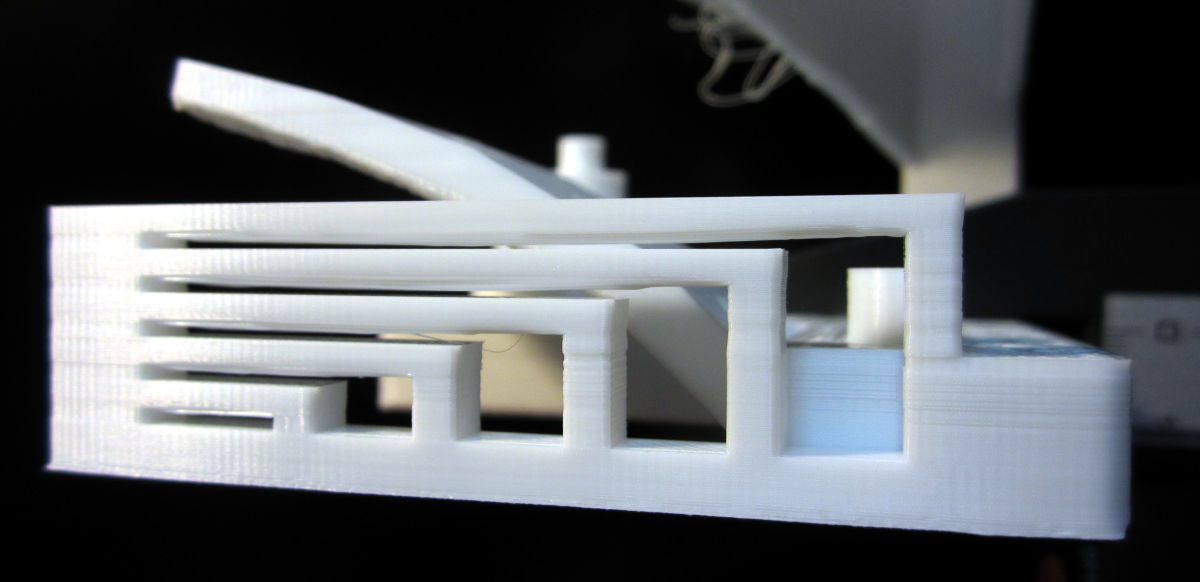
積層ピッチ0.02mmの時と違って、全部のブリッジが下に触れることなく形成できています。そのため、本項目のスコアは5ということになります。
6.XY方向の共振特性
筐体のリンギング特性を見ます。X方向とY方向の2方向があります。

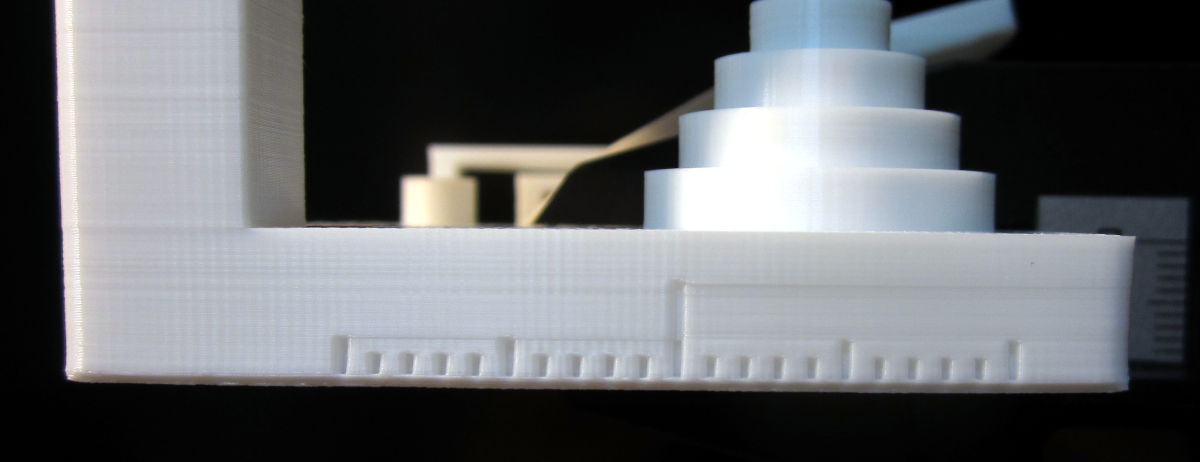
積層ピッチ0.02㎜の時に見えていた6ミリピッチのムラは見えなくなっています。しかし、さらに細かいピッチのムラは健在です。本項目のスコアは0となります。
7.Z軸のアラインメント
積層ピッチ0.02mmの時よりもだいぶいいとは思うのですが、やはりピッチムラがあります。送りねじの精度だとこちらにも出てくるはずなので、違う要因なのでしょうか??
本項目のスコアは0となります。
まとめ
各項目のスコアを足すと、20.5ということになりました。